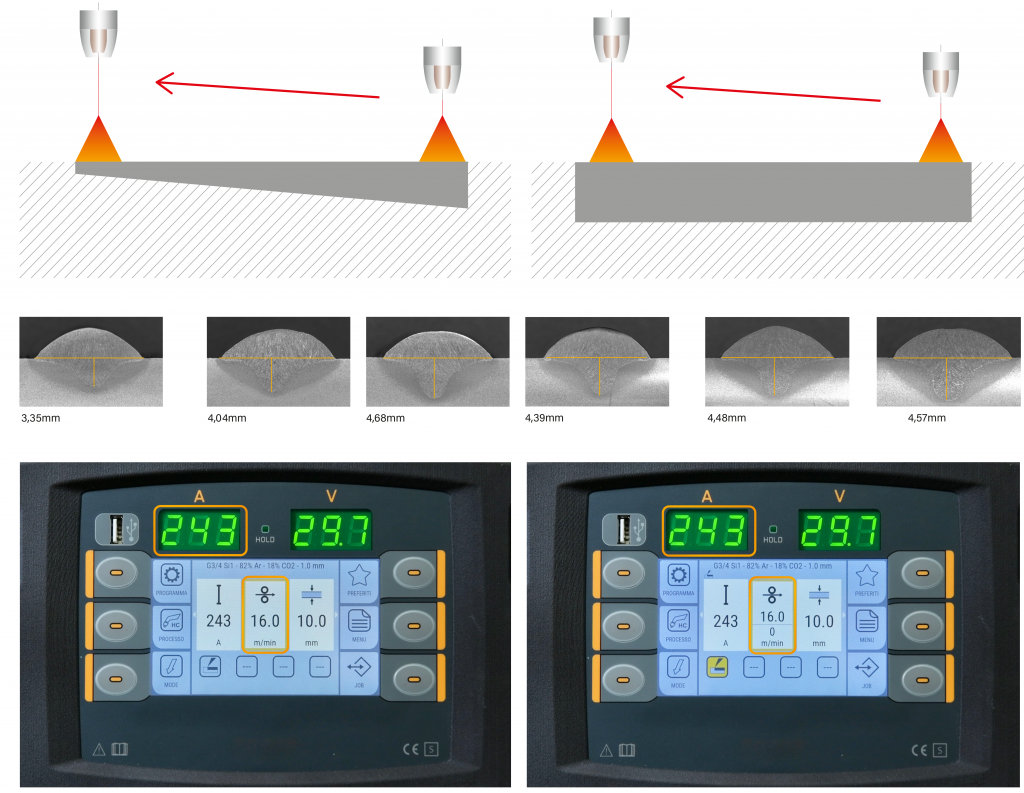
La fonction K-deep règle dynamiquement et en temps réel la vitesse du dévidage du fil et tous les paramètres de la pulsation de courant. Dans des conditions de travaille variables, il est possible de garder constants le transfert de la fusion et l’apport de chaleur au bain de soudage.
La fonction K-DEEP est disponible dans les nouveaux générateurs Power Pulse Digital 405d et 505d de Weco et elle peut être activée dans les programmes Pulsed Synergic en mode HC (High Control).
De cette façon, les avantages des programmes HC tels qu’un élévé dépôt horaire, une excellente pénétration et une excellente stabilité de l’arc, se combinent aux avantages offerts par la fonction K-deep.